
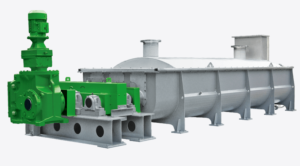
Screw Conveyor
(up to 14,5 m without middle bearing)
Our specially designed screw conveyors have consistently demonstrated their capability to handle a wide range of bulk products, even under the most challenging environmental conditions. Available in various configurations, our screw conveyors are optimized to efficiently transport granules, dust, and free-flowing bulk materials. Additionally, our screw conveyors excel in handling problematic bulk materials, such as explosive, abrasive, or sticky substances, making them a versatile choice for diverse industries.
Our screw conveyors are widely used to convey materials like sand, cement, granulates, ash, and other bulk products. For specialized applications, we also offer hygienic, easy-to-clean tubular screw conveyors ideal for industries like food processing and powder handling. Thanks to advanced engineering and extensive experience, our screw conveyors reliably manage materials that other systems would struggle to handle. With our proven self-cleaning design, even adhesive bulk materials are transported with ease and efficiency.

Screw Conveyor - Benefits
A Screw Conveyor provides a reliable and efficient solution for conveying powders, granules, and other bulk materials in horizontal, inclined, or vertical applications. Its versatile design ensures continuous material flow while minimizing maintenance and optimizing plant productivity.
Efficient Bulk Material Conveying −
Provides continuous and reliable transport of powders, granules, flakes, and other bulk solids with consistent performance.
Versatile Material Handling +
Low Maintenance Operation +
Flexible Installation +
Dust-Tight Material Transfer +
Cost-Effective Solution +

Screw Conveyor - Features
A Screw Conveyor provides a reliable and efficient solution for conveying powders, granules, and other bulk materials in horizontal, inclined, or vertical applications. Its versatile design ensures continuous material flow while minimizing maintenance and optimizing plant productivity.

- Trough & Tubular Designs Available in U-trough, V-trough, and tubular configurations for various applications.
- Modular Construction Standardized sections for easy installation, maintenance, and expansion.
- Custom Screw Designs Variable pitch, ribbon, shaftless, paddle, and other screw options.
- Multiple Material Options Carbon steel, stainless steel, and wear-resistant materials available.
- Flexible Drive & Sealing Multiple drive, shaft seal, and bearing configurations.
- Custom Engineered Solutions Optional heating, cooling, insulation, ATEX, and other special features.
Screw Conveyor - Technical Specifications
Length
Up to 60 m (without middle bearing up to 14.5 m)
Diameter
100 mm – 1200 mm
Shaft No.
Single or multi-shaft design screw conveyor
Shape
Tubular or U-Shape design screw conveyor
Shaft geometry
Adapted to the bulk material
Comprehensive Support for Screw Conveyor Solutions
We are committed to helping you resolve your material handling challenges. Our technical team is ready to assist in selecting the optimal geometries and configurations for your screw conveyor needs. Whether for standard applications or custom solutions, our portfolio offers screw conveyors suitable for every requirement.
In addition to standard screw conveyors, we provide specialized options such as feeding screw conveyors, cooling screw conveyors, heating screw conveyors, screw heat exchangers, and petroleum coke preheaters, catering to industries ranging from waste management to the aluminum industry.

Specialized Screw Conveyor Solutions:
Feeding Screw Conveyors:
Our feeding screw conveyors are ideal for filling combustion chambers, calcining furnaces, fluidized bed systems, and waste incineration plants. Even in process conditions where end-side bearings cannot be used, these screw conveyors provide the perfect solution. With decades of experience, we design custom geometries and configurations, incorporating cooling or heating features when required to maintain structural integrity. Abrasive bulk materials are no challenge due to our wear-resistant designs. Multi-shaft versions are also available to meet specific mass flow rates and cleaning needs.

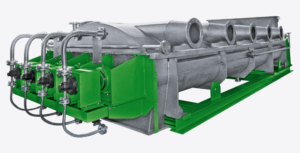
Cooling screw conveyors (Temperatures up to 1200°C):
Cooling screw conveyors are designed to chill a wide range of bulk materials and pasty media, including food products. These screw conveyors are particularly suited for applications requiring the separation of the cooling medium from the bulk product, ensuring contamination-free processing. Materials such as coal bottom ash, fly ash, cement, sodium chloride, PVC, pyrolysis waste, cyanide, and various pastes are efficiently handled by our cooling screw conveyors.
Heating screw conveyors (Temperatures up to 450°C):
Heating screw conveyors are designed for the heating, drying, or heat treatment of diverse bulk materials, such as petroleum coke, pasty media, dust, powders, sludges, and more. They efficiently inject heat into products to achieve desired processes like evaporation, melting, or reaction initiation. For sticky bulk products that tend to bridge or form insulating layers, our heating screw conveyors feature a self-cleaning system to ensure consistent performance and clean surfaces.
Why Choose Our Screw Conveyors?
Versatility: Suitable for a wide range of materials, from free-flowing products to problematic bulk materials.
Customizable Designs: Tailored configurations for specific industries and applications.
Hygienic Options: Easy-to-clean versions available for food and pharmaceutical industries.
Reliable Performance: Proven self-cleaning technology ensures smooth operation, even with challenging materials.
Comprehensive Support: Expert assistance in selecting and designing the perfect screw conveyor solution.
Frequently Asked Questions
A Screw Conveyor is a bulk material handling system used to transport powders, granules, and other dry materials through a rotating screw flight inside a tube or trough. It is commonly used for conveying, feeding, dosing, and transferring materials in industrial processes.
A Screw Conveyor works by rotating a helical screw inside a housing. The rotating screw moves material continuously along the conveyor length while controlling the material flow rate. Screw conveyors can be designed for horizontal, inclined, or customized conveying applications.
An Industrial Screw Conveyor is designed to convey a wide range of powders, granules, pellets, and bulk materials, including chemicals, food ingredients, minerals, fertilizers, cement, and construction materials. The conveyor can be customized to suit material density, moisture content, abrasiveness, and flowability, ensuring efficient, reliable, and dust-free material handling.
A Tubular Screw Conveyor provides enclosed conveying and is ideal for powders, fine materials, and applications requiring dust control.
A U-Trough Screw Conveyor is typically used for higher-capacity applications and allows easier access for inspection and maintenance.
The best choice depends on material characteristics, capacity, and installation requirements.
Different types of Screw Conveyors are available depending on the application:
• Tubular Screw Conveyor: Fully enclosed design for powders, fine materials, and dust-sensitive applications.
• U-Trough Screw Conveyor: Suitable for higher capacity conveying with easy access for maintenance.
• Screw Feeder: Designed for accurate feeding and dosing into process equipment.
• Cooling Screw Conveyor: Uses a jacketed trough or internal cooling system to reduce product temperature during conveying.
• Heating Screw Conveyor: Uses a heated jacket or electric heating system to maintain temperature, melt, dry, or prevent material solidification.
• High Temperature Electric Screw Conveyor: Designed for demanding applications where materials require controlled heating at elevated temperatures using electric heating elements.
Yes. A Screw Feeder Conveyor can be designed for accurate feeding and dosing of bulk materials into mixers, reactors, packaging machines, and production systems. Variable speed drives allow precise control of material flow.
Selecting the correct Screw Conveyor depends on:
• Material characteristics
• Required conveying capacity
• Conveyor length and installation angle
• Operating temperature
• Abrasiveness and moisture content
• Dust control requirements
• Industry standards such as food-grade or ATEX requirements
A customized screw conveyor design ensures reliable performance and long service life.

