
Caustic Soda Dissolving System
We offer a fully integrated Caustic Soda Dissolving System designed for the safe, efficient, and cost-effective preparation of sodium hydroxide (NaOH) solutions directly at your plant. This system is ideal for industries with high or variable consumption of caustic soda, or in locations where the reliable supply of liquid caustic soda is limited.
Our system produces caustic solution by dissolving solid caustic soda (flakes, pellets, beads, or powder) in water under controlled conditions. The dissolution process is exothermic, generating temperatures up to 95°C, which is carefully managed through engineered safety and cooling features.
Our system is ideal for a wide range of industries including water treatment, chemical processing, pulp & paper, and manufacturing plants requiring reliable NaOH preparation.

Caustic Soda Dissolving System - Benefits
A Caustic Soda Dissolving System provides a safe and efficient solution for preparing sodium hydroxide (NaOH) solutions directly from solid caustic soda flakes, pearls, or pellets. The system improves operational flexibility by enabling controlled solution preparation while reducing handling risks and supply dependency.
Enhanced Operator Safety −
Enclosed feeding and automated dissolving processes minimize direct operator contact with caustic soda and reduce exposure risks during handling.
Consistent Solution Quality +
Reduced Supply Dependency +
Improved Process Efficiency +
Lower Chemical Handling Requirements +
Flexible Industrial Application +

Caustic Soda Dissolving System - Features
A Caustic Soda Dissolving System provides a safe and efficient solution for preparing sodium hydroxide (NaOH) solutions directly from solid caustic soda flakes, pearls, or pellets. The system improves operational flexibility by enabling controlled solution preparation while reducing handling risks and supply dependency.

- Automated Caustic FeedingSafely transfers solid NaOH into the dissolving tank.
- Stainless Steel ConstructionCorrosion-resistant design for long service life.
- Integrated AgitationEnsures fast and complete dissolution.
- Temperature & Safety MonitoringMonitors temperature, level, and overflow protection.
- Flexible ConcentrationProduces 20–50% NaOH solutions.
- Modular System DesignIntegrates feeding, storage, filtration, and dosing systems.
Design & Features of our caustic soda dissolving system
Material:
Medium-affected parts are made of stainless steel
Debagging station:
Debagging with screw conveyor approx. 1000 kg/h
Tank size:
Mixing tank made of stainless steel (Capacity 1,000 / 2,000 / 5,000 liters)
Automation:
Level indicator with shut-off valve, temperature control and safety line cage to prevent accidental physical contact
Safety-Focused Design
Safety and reliability are at the core of our design. The system includes:
– Stainless steel preparation tank with capacities of 1000, 2000, and 5000 liters
– Industrial agitator for uniform mixing
– Dedicated feeding conveyor system (hopper + screw feeder)
– Temperature and level monitoring instruments
– Protective safety frame to prevent accidental contact
By separating the feeding system from the dissolving tank, operators remain outside the high-temperature reaction zone, ensuring safe operation
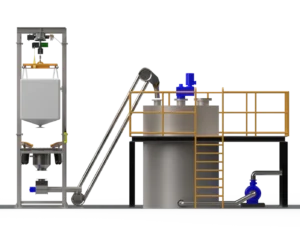
System Design & Main Components
Our automatic caustic soda dissolving system is a complete solution combining bulk material handling and controlled dissolution technology. Typical components include:
– Big bag unloading system for bulk material handling
– Bag emptying station (manual or automatic)
– Stainless steel screw conveyor
– Corrosion-resistant mixing tank
– High-efficiency agitator
– Cooling system for temperature control
– Instrumentation (level, temperature, safety valves)
– Transfer or circulation pump for solution delivery
– Filling system for drums or IBC containers
Optional Features & Automation
Additional options are available to enhance performance and safety:
– Transfer pumps for moving prepared solution to storage tanks
– Hopper covers and dust extraction systems for improved safety
– PLC-based automation for process control and integration into existing plant systems
Frequently Asked Questions
A Caustic Soda Dissolving System is an automated process unit designed to dissolve solid sodium hydroxide (NaOH), such as flakes, pearls, or pellets, into a controlled concentration of liquid caustic soda solution. The system provides safe, reliable, and efficient on-site preparation of caustic soda for industrial applications.
A Caustic Soda Dissolving System allows plants to produce sodium hydroxide solution directly on-site, reducing dependence on liquid caustic soda supply, lowering storage requirements, improving operational flexibility, and ensuring consistent solution quality.
The system automatically feeds solid caustic soda into a dissolving tank where it is mixed with water under controlled conditions. An agitator ensures uniform dissolution, while temperature monitoring and control manage the heat generated during the highly exothermic dissolution reaction.
A Caustic Soda Dissolving System can typically produce sodium hydroxide solutions with concentrations ranging from approximately 20% to 50% NaOH, depending on process requirements and application needs.
Key benefits include safe chemical handling, consistent NaOH concentration, reduced chemical transportation requirements, lower operating costs, automated operation, and improved process reliability.
Caustic Soda Dissolving Systems are widely used in industries such as chlor-alkali, chemical processing, water treatment, food processing, pulp and paper, mining, and industrial cleaning applications where reliable sodium hydroxide supply is required.
A Caustic Soda Dissolving System minimizes direct operator contact with solid caustic soda by using enclosed feeding, automated dosing, controlled mixing, and safety features designed to reduce exposure to corrosive chemicals and high-temperature solutions.
Yes. The system can be equipped with automated sack unloading or bulk bag discharge options to safely transfer solid caustic soda into the dissolving process while reducing manual handling requirements.
To properly size a Caustic Soda Dissolving System, important information includes required NaOH concentration, production capacity, raw material form (flakes, pearls, or pellets), water quality, operating temperature, storage requirements, and plant layout.


